We supported a European design company, under NDA (Non-disclosure Agreement), to build 25 PCS of PCBA prototypes for an isolated 400V/2kW motor controller. This board combined power and digital circuitry on a single PCB, so the production process needed good control from the start.
This was a prototype order, but the PCB itself was very complex. It had 355 BOM items, nearly 4,000 solder joints, and several high-density and difficult package types, such as BGA, QFN, fine-pitch connectors, and 0201 parts. So the key point was not only to maintain assembly quality, but also to control incoming materials and quality inspection carefully.
This case shows why prototype customers need both strong assembly control and early material risk control to keep the build usable and on schedule.
Project Snapshot
- Customer: European design company under NDA
- Application: Isolated 400V / 2kW motor controller
- Order type: Prototype PCBA
- Order size: 25 PCBs
- Complexity: 355 BOM items and about 4,000 solder joints
- Key package types: BGA, QFN, fine-pitch connectors, 0201 resistors and capacitors
- Service scope: PCB fabrication, component sourcing, assembly, alternative-part suggestions, obsolescence warning
- Main challenge: High-complexity assembly plus incoming material risk control
- Outcome: 14 assembled PCBs shipped on time. 11 boards were held and reworked due to a TI chip marking discrepancy. Finally all assembled PCBs were installed and no field return was reported after delivery
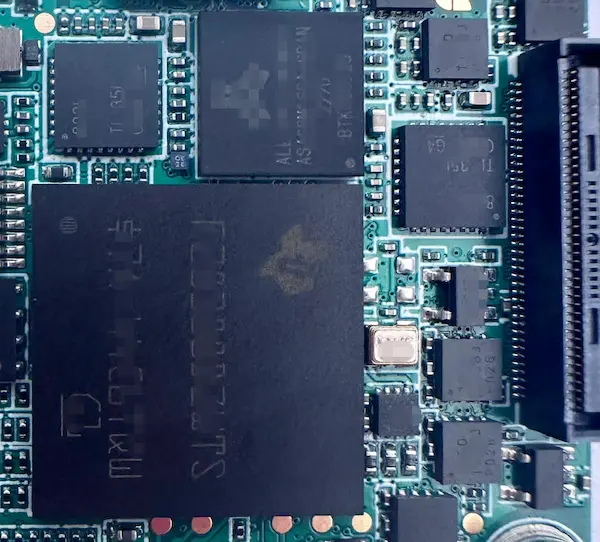
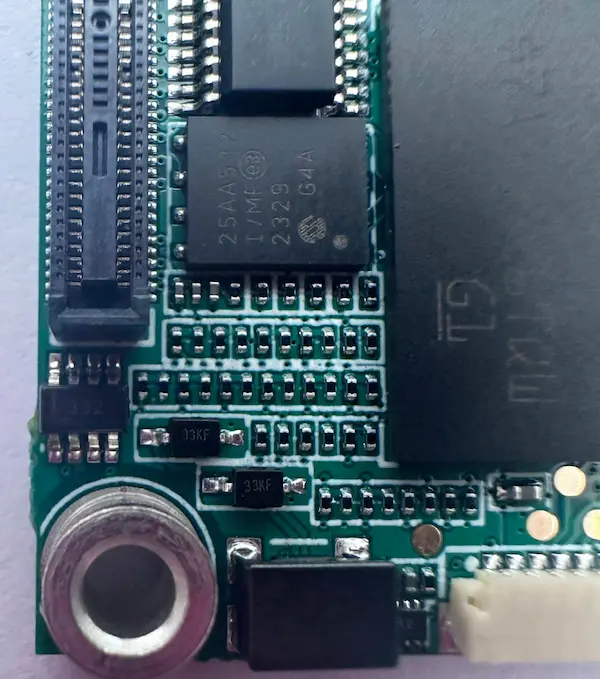
Partial Top-side view of a dense 400V 2kW motor controller prototype PCB with BGA, QFN, fine-pitch connectors, and 0201 components.
Key Challenges in Motor Controller PCBA Prototype
Large BOM and automotive-grade sourcing
This prototype used 355 types of electronics components, including some automotive-grade parts. Some parts were not easy to source in small volumes. For example, some Wurth inductors and transformers had longer lead times or tighter supply.
This is common in prototype work. The order volume is small, so it may not get priority through standard supply channels. To keep the schedule, some parts may need to be sourced through overseas distributors such as DigiKey or Mouser.
This can help protect the schedule, but it also requires closer review of traceability, date codes, and lot consistency. If these checks are not done carefully, faster sourcing can create new material risks before assembly starts.
So in this project, we did not only source components, but also review the BOM for future risk. This included:
- possible alternative parts for some items
- early warning for parts with long lead time
- notes on parts that may cause higher cost later
- notes on parts that may face obsolescence risk in future
This is why the prototype stage is important. It is not only for circuit testing. It is also a good time to find supply risks early, before the project moves to the next stage.
High assembly density and fine-pitch placement risk
The assembly included BGA, QFN, fine-pitch connectors, and 0201 passive components. All of these packages needed good process control, but the most critical points were the fine-pitch connector alignment and the 0201 placement quality. If a fine-pitch connector is not aligned well, it can cause poor contact or connection failure. If a 0201 part is placed with offset, it can cause tombstoning or weak solder joints.
These two points became the main inspection focus from the start. Our customer had already seen repeated problems in the same areas with a previous European supplier. Because of that history, our QC work was not based on general inspection only. We gave these known weak points extra attention during setup, placement, and inspection.
Advanced PCBA Quality Control Process
Because this PCB had high density, small packages, and known risk points, we added more inspection steps than in a normal prototype order.
Our quality control flow included:
- First-article inspection (FAI) to check the first assembled PCB and confirm key parts, polarity, orientation, and placement before full assembly
- AOI to check visible soldering and placement issues, especially on small passive parts and fine-pitch areas
- X-ray inspection to check hidden solder joints under BGA and QFN packages
- Two rounds of manual microscope inspection to review small details that need closer visual check
- One extra inspection round focused on the customer’s known problem points, especially fine-pitch connector alignment and 0201 placement quality
On this kind of prototype PCB assembly, a small placement or soldering problem can cause bigger delays later. It can slow down functional testing, add more debug time, and make it harder to find the real cause of failure.
Incoming Material Risk: TI Marking Difference Found Before Shipment
One key issue in this project was not an assembly defect. It was discrepancy on some TI chips that we found before the full order shipped.
The issue details
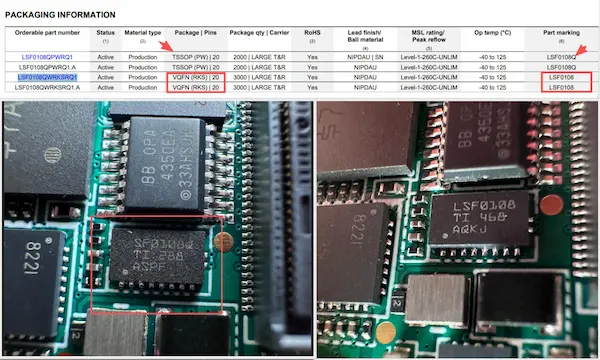
The PCB used LSF0108QWRKSRQ1 devices from Texas Instruments. This part was used on the board as a signal-level translation device.
The issue was found during final outbound inspection after SMT assembly. Our QC team noticed that the top marking on this device was not the same across all finished PCBs.
- Expected marking from the datasheet:
LSF0108 - Marking found on 11 PCBs:
SF0108Q
At a quick glance, the two markings looked very similar. That is why the case needed a trace review, not a quick visual pass. Even when parts come from an authorized distributor, a marking difference still needs to be checked carefully in a prototype project.
Trace review actions
After the marking difference was found, we checked:
- the part marking against the TI official datasheet
- the number of affected PCBs
- the incoming lot records
- the supplier batch record linked to the purchase record
- the date code information tied to the suspect parts
What we found
The finished PCBs were split into two groups:
- 14 boards used parts matching the datasheet marking
- 11 boards used parts with the suspicious marking pattern
The suspect 11 PCBs were linked to a DigiKey shipment that came from two different batches. The questionable ICs were tied to a batch with a 2019 date code.
Process review
This case also showed one process point clearly. In fast prototype sourcing, even parts from authorized distributors may still need closer marking review at receiving stage, especially when supply comes from more than one batch. In this project, the marking difference was not found at incoming receiving. It was found later during manual inspection before shipment.
What we did
Once the issue was confirmed, we reported it to the customer immediately.
Then we took the following actions in order:
- shipped 14 unaffected PCBs firstly
- held the remaining 11 PCBs
- sourced replacement chips and reworked the affected PCBs
- inspected the affected PCBs before delivery
We also continued follow-up with DigiKey. After about two weeks, DigiKey allowed us to process those 11 suspect ICs through a return-and-refund request. However, they did not provide a final explanation for the marking difference.
Why it mattered
This case showed that prototype risk does not only come from assembly work. It can also come from incoming lot consistency and traceability control. In this project, the issue was found before the full batch shipped, which prevented the full order from shipping with unresolved material uncertainty.
Outcomes and Value Delivered
After delivery, the customer reported no assembly defects on the shipped PCBs. The main lead time pressure came from component sourcing, not from SMT assembly. Some automotive-grade parts had to be sourced through overseas supply channels, which added about one week to the schedule.
In this project, assembly was kept under control while the main problem was found on the material side. The affected PCBs were separated, the suspect ICs were replaced, and the boards were checked again before shipment. This helped keep the prototype build usable for the customer’s next stage.
This case is most relevant for companies producing industrial automation or motion-control products with dense layouts, small packages, and sourcing pressure. In these projects, prototype support is not only about PCB assembly, but also about controlling risk before the next project stage.
Conclusion
This project showed that a complex prototype PCBA needs more than good SMT assembly. It also needs early risk control for incoming materials.
In this motor controller project, assembly control and material control worked together to make the build usable for the customer’s next step.
If you are working on a dense prototype PCB with sourcing pressure, fine-pitch connectors, or small passive parts, send us your BOM and Gerber files. We can review the assembly, sourcing risk, and inspection plan before production starts.
+++FAQ+++
1. What are the main risks in a 400V motor controller prototype PCBA build?
The main risks usually come from assembly and material control. In this project, the PCB had a dense layout, many part types, and small packages. These points increased assembly risk. At the same time, some parts came through faster sourcing channels, which increased lot and traceability risk.
2. Why were 0201 parts and fine-pitch connectors key risk points in this project?
Because both gave very little room for error. A small offset on an 0201 part could cause weak soldering or tombstoning. A small alignment error on a fine-pitch connector could cause poor contact or connection problems. The customer had seen these problems before, so we made them key inspection points from the start.
3. Why did X-ray inspection matter in this prototype build?
X-ray was important because some solder joints could not be checked by normal visual inspection. In this project, the PCB used BGA and QFN packages, so X-ray helped us check hidden solder joints and reduce the chance of missed defects.
4. How can incoming material risk still happen with authorized distributors?
Authorized distributors are still trusted sources, but parts may come from different lots or different date codes. In this project, the TI devices on 11 PCBs showed a different top marking. After trace review, we found they were linked to a different batch. This is why incoming material control is still important, even when parts come from known channels.
5. What files are needed before a high-density prototype PCBA build?
The basic files are usually Gerber files, BOM, pick-and-place file, and assembly drawings. For a high-density prototype PCB, it also helps to confirm approved alternative parts, special assembly notes, and inspection focus points before production starts.
+++FAQ+++
Author: Bill Ho, Sales Engineer & Chief Editor at ACE Electronics.
Industry Experience: 10 Years Experience in PCB Fabrication and PCB Assembly.
Have a project ready for manufacturing?
Fill out the form below and our engineering team will get back to you within 24 hours.